
���F�ڵ�λ�����ڣ���� >> �ИI�ӑB
��ӡ���·�ӹ��Щo�����g����һ���^�龫�����s�Ļ��W�����^��,�s����һ������M�еĹ�����ֻҪ��ˇ���_���{ͨ�o�Ϳ����M���B�m�Ե����a, ���P�I���_�C�Ժ�ͱ��豣���B�m�Ĺ�����B�o���m�˔����m�m�����a���g�̹�ˇ���O���B����ه�ԘO��,�ʱ���r��ʹ�O�䱣�������õĠ�B��
Ŀǰ�o�oՓʹ�úηN�g��Һ�o�����ʹ�ø߉����ܩo�����˫@���^���R�Ă�߅���l���|�����g��Ч���o������ĽY���͇��ܷ�ʽ���x��횸������
���ڃ�������Ч�������췽ʽ�o�����в�ͬ����Փ���OӋ��ʽ���O��Y�����о�,���@Щ��Փ�s������������ͥ�ġ�������һ�l�������ԭ�t�ѱ����J�������W�C�������C���o���DZM�����ٱ��治��ؽ��|���r���g��Һ��
�ڰ����g���Щo�ٶ����Ѕ�����׃�o��ô�g�̵����ʌ���Ҫ���g��Һ�еİ�(NH3)��Q�������, ʹ�����r��Һ�c�g�̱�������éo����ҪĿ���Ѓɂ��s�_�a�����~�x�Ӽ��������M�з�����������Ҫ�İ�(NH3)��
��ӡ���·���I�Ă��y֪�R��o�e��ӡ���·ԭ�ϵĹ�؛�̂����Jͬ�o���ý���C���o�����g��Һ�е�һ�r�~�x�Ӻ���Խ�ͩo�����ٶȾ�Խ�졣
���ϩo�S��İ����g��Һ�aƷ�����Ѓr�~�x�ӵ�������λ��(һЩ���s���܄�)�o�������ǽ���һ�r�~�x��(�aƷ���и߷��������ļ��g���E)�o��Ҋһ�r�~�x�ӵ�Ӱ��Dz�С�ġ�
��һ�r�~��5000ppm����50ppm,�g�����ʼ����һ�����ϡ�
�������g�̷������^���Е����ɴ�����һ�r�~�x��,��һ�r�~�x���ֿ����c���Ľj�ϻ��o�o�ĽY����һ��o����Ҫ�����京����������ʮ�����y�ġ�
�����Ç��ܵķ�ʽ�s�����_��ͨ�^������������Ì�һ�r�~�D�Q�ɶ��r�~,��ȥ��һ�r�~,�@������Ҫ���՚�ͨ���g�����һ�������Ե�ԭ��������՚�̫��o�֕�������Һ�еİ��ēpʧ��ʹPHֵ�½��oʹ�g�����ʽ��͡�������Һ�е�׃����Ҳ����Ҫ���Կ��Ƶ�,��һЩ�Ñ����Ì�����ͨ���g�̃�Һ�۵�����,���@������횼�һ��PHӋ����ϵ�y,���ԄӱO�y��PH�Y������Ĭ�Jֵ�r�o����Ԅ��M����Һ���ӡ�
�����P�Ļ��W�g��(��Q֮��⻯�W�g�̻�PCH)�I���Щo�о������ѽ��_ʼ�o���_���g�̙C�Y���OӋ���A�Ρ��˷�����ʹ�õ���Һ����r�~,���ǰ�-�~�g��, �����п��ܱ�����ӡ���·���I�С���PCH���I��,�g���~���ĵ��ͺ�Ȟ�5��10�ܶ�(mils),��Щ��r�º�ȅs�ஔ�������g�̅�����Ҫ����PCB���I������̡���һ헁���PCM���Iϵ�y����δ��ʽ�l�����о��ɹ��o������Y���������˶�Ŀһ�¡�
�������ۺ���Ŀ����֧�֩o����о��ˆT���������L�h���h�ό��g���b�õ��OӋ˼���M�и�׃�oͬ�r�о��@Щ��׃���a����Ч����
�����f�o�c�F�·�����ȩo�������·�����OӋЧ�����ѩo���҇��ܼ���ǻ(������Q�Mȥ����һ�ι�)Ҳ��һ�����b�Ƕȩo���M���g��œ�еĹ�����30�ȇ���o�����M���@�ӵĸ�׃, ����ǻ�χ���İ��b��ʽ��������ÿ�����I����ć���Ƕȶ���һ�¡��ڶ��M������Եć������c��һ�M�������Ľ����в�ͬ(����ʾ�ˇ��ܵĹ�����r),ʹ���������Һ�Π�ɞ���ӻ�Ġ�B��
��Փ�ϩo�����Һ�Π������,ԓ���ֵć������͕����Ͷ�������Ч�،��g�̱����ϵ��f��Һ�_��ʹ����Һ�c����|��
�ڇ������߅��̎,�@�N��r�Ȟ�ͻ��,�䇊�����ȴ�ֱ����ҪС�öࡣ�@��о��l�F�o���µ��OӋ������65��/ƽ��Ӣ��(��4+Bar)��
ÿ���g���^�̺�ÿ�N���õ���Һ����һ����ѵć��䉺���Ć��}�o��Ŀǰ���ԩo�g��œ�ȇ��䉺����30��/ƽ��Ӣ(2Bar)���ϵ���r������
����һ��ԭ�t�oһ�N�g����Һ���ܶ�(�����ػ�����)Խ�ߩo��ѵć��䉺��Ҳ��Խ�ߡ���Ȼ,�@���dž�һ�ą���,��һ����Ҫ�ą���������Һ�п����䷴���ʵ������ʶ�(���w����)��
�P���g�̠�B����ͬ�Ć��}
�����漰�g������|�����}���������ϰ��汻�g�̵IJ���,���@Щ���}�������g�̄����a�����z���Y���Ӱ푡����@һ�c���˽���ʮ����Ҫ��, ���z���Y��ѷe���~�����ϡ�һ�����Ӱ푇���������һ�������n�����r�g��Һ���a�䣬ʹ�g�̵��ٶȱ����͡������z���Y����γɺͶѷe, ʹ�û���������ĈD�ε��g�̶̳Ȳ�ͬ�����M��Ļ�����ѷe��δ�γɣ��g���ٶ��^�죬 �����ױ��ص��g�̻�����^���g�������M��Ļ�����ѷe���γɣ����p�����g�̵��ٶȡ�
�g���O��ľS�o
�S�o�g���O������P�I���ؾ���Ҫ���C����ĸ��坍�ȼ��o������,ʹ�����ܕ�혵؇��䡣�������Y����ʹ����r�a����������, �_�����档�����첻�坍���t������g�̲������ʹ���K�·���U��
���@�أ��O��ľS�o���Ǹ��Q�Ɠp����ĥ�p��������ͬ�Ӵ�����ĥ�p�Ć��}, ���Ը��Q�r���������졣���⣬�����P�I�Ć��}��Ҫ�����g�̙C�]�нY���o��ܶ��r�Y���ѷe�^�������g��Һ�Ļ��Wƽ��a��Ӱ푡�ͬ�ӵأ�����g��Һ���F���W��ƽ�⣬�Y������r�͕����Ӈ��ء��g��ҺͻȻ���F�����Y���r��ͨ����һ����̖����ʾ��Һ��ƽ����F�ˆ��}, �@�r��ʹ���^�����}�����m�����坍����Һ�M���a�ӡ�
����,��ĤҲ���a���Y����O�����Ě�Ĥ�����g��Һ�Щo�γ��~�}������@��ʾǰ��ȥĤ�������ò��ص�,ȥĤ����������߅��Ĥ�c�^�價�ͬ��ɵĽY����
�g���^���Б�ע��Ć��}
�p�ق��g��ͻ�ةo����g��ϵ��
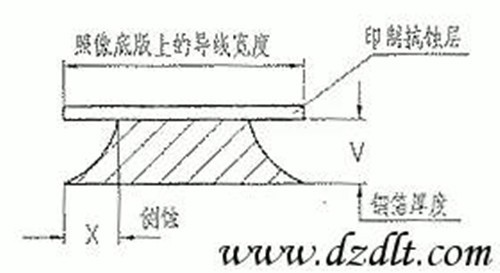
���g���a��ͻ�ء�ͨ��ӡ�ư����g��Һ�еĕr�gԽ�L,���g����rԽ���ء����g������Ӱ�ӡ�ƌ����ľ��ȣ����صĂ��g���������������������������g��ͻ�ؽ��͕r���g��ϵ���͕����ߣ����g��ϵ����ʾ�б��ּ�������������ʹ�g�̺�Č����ܽӽ�ԭ�D�ߴ硣�oՓ���a-�U�Ͻ��a�o�a-懺Ͻ��懵����g�̄�, ͻ���^�ȕr������Ɍ�����·�����ͻ������˺�������ڌ����ă��c֮�g�γ�늵IJ�ӡ�
Ӱ푂��g�������кܶ�o���挢�������c�s
�g�̷�ʽ�s
���ݺ���ʽ�g�̕�����^��Ă��g�o���R�͇���ʽ�g�̵Ă��g�^С�o���ԇ����g�̵�Ч����á�
�g��Һ�ķNs
��ͬ���g��Һ,�仯�W�M�ֲ���ͬ�o�g�����ʾͲ�һ�өo�g��ϵ��Ҳ��һ�ӡ�
����s�����Ȼ��~�g��Һ���g��ϵ��ͨ����3�o���A���Ȼ��~�g��ϵ�����_��4��
�g�����ʣ�
�g������������ɇ����g������g���|���c�ӿ��g�������кܴ���Pϵ,�g���ٶ�Խ��,�������g����ͣ���ĕr�gԽ�̩o���g����ԽС�o�g�̳��ĈD�Ε����������R��
�g��Һ��PHֵ��
�A���g��Һ��PHֵ�^�ߕr�o���g�������˜p�ق��g�oPHֵһ�㑪������8.5���¡�
�g��Һ���ܶȣ�
�A���g��Һ���ܶ�̫�͕������g�o�x�ø��~��ȵ��g��Һ���p�ق��g�dz�������
�~����ȣ�
Ҫ�_����С���g�ļ��������g�̩o��ò���(��)���~�������Ҿ���Խ���o�~����ȑ�Խ�������,�~��Խ�����g��Һ�еĕr�g��Խ�̩o���g����ԽС��
������c����֮�g�g�����ʵ�һ����
���B�m�İ��g���У��g�����ʵ�һ����Խ�ߣ�Խ�ܫ@���g�̾���İ塣Ҫ�_���@һ��Ҫ��횱��C�g��Һ���g�̵������^��ʼ�K��������ѵ��g�̠�B���@��Ҫ�x�������������a��, ���g�������������Ƶ��g��Һ,���x�����ṩ�㶨�IJ����l�������Ԅӿ��Ƹ��N��Һ�����Ĺ�ˇ���O��, ͨ�^�������~����PHֵ����Һ�ĝ�ȡ��ضȼ���Һ�����ľ�����(����ϵ�y����,��������Ĕ[��)�ȁ팍�F�g�����ʵ�һ���ԡ�
����������g�����ʵľ�����
������������Լ������ϸ���λ���g�̵ľ�����,�ԛQ���ڰ�����ܵ��g�̄������ľ�������Ӱ푡�
���g�̵��^���Щo���°�����g��������������һ�¡�һ����f�o�°�����g�����ʕ������ϰ��档����ϰ�������Һ�Ķѷe�o�p�����g�̷������M��, ������ͨ�^�{��������ć��܉�������Q���°����g�̲����ĬF��
�g�̹�ˇ��һ���ձ醖�}������ͬ�ĕr�g��ʹȫ�����涼�g�̸Ƀ��Ǻ��y�����ġ�������߅��λ�ñ����IJ�λ�g�̵ø���, �ʺ��y����ͬ�rʹȫ���g�̶��Ƀ��������Ç���ϵ�y��ʹ����[�Ӈ�����һ����Ч�Ľ�Q��ʩ��Ҫ���Mһ���ظ���,�����^�������ĺ�߅��̎��ͬ�ć��܉���,�Լ�����ǰ�غͰ��˲����gЪ�g�̵ķ����o�_������������g�̾����ԡ�
��߰�ȫ̎�����g�̱��~�������Ӊ��������
���g�̱��Ӱ�r(��:���Ӱ�ăȌӰ�),���������@�ڝL݆�͂���݆�϶���ɏUƷ,�����g�̃ȌӰ���O����Ҫ���C��ƽ���ؼ��ɿ���̎�����ČӉ��塣�F�r, �S���O�����������g�̙C�ȸ����X݆��L݆����ֹ���@����r,�����õķ����s�Ǹ������ғu�[���ķ���ϩͿ�������鱡�Ӊ�����͕r��֧���
���ڱ��~��(����1/2��1/4��˾)���g��,��횱��C�~�治�����������Еr�^���ҵ�����п��ܓp���~����
�p����Ⱦ�Ć��}
�~��ˮ����Ⱦ��ӡ���·���a���ձ���ڵĆ��}�o�����A�g��Һ��ʹ�ø��������@�����}������~�c���j�ϩo���������x�ӽ��Q����A�������ȥ�����ԩo���ßo�~������Һ��Ưϴ����(�ڶ��·��ܲ����ķ���)�o�ɴ��p���~���ų�����Ȼ��o���ÿ՚��ˮƯϴ֮ǰ�������϶������Һȥ���o�Ķ��p�p��ˮ���~���g�̵��}�Ưϴؓ����
���Ԅ��g��ϵ�y��, �~������Ա������Ƶġ���ӡ�ư���g���^���Щo�S���~����ر��ܽ�o���ܽ�ı��ز������������^һ���Ĕ�ֵ�r�oϵ�y����Ԅ��a���Ȼ��@�Ͱ���ˮ��Һ�oʹ�����{���غ��m�ķ�����һ��ı��ؑ�������18~240Be��
��ҺPHֵ��Ӱ�
�g��Һ��PHֵ��������8.0~8.8֮�g����PHֵ�½���8.0���r,���������ٿ��g�Ӳ�����
��һ����o�g��Һ�е��~���ܱ���ȫ�j�ϳ��~���j�x�өoʹ��Һ�ڲ۵��γ�������, ���@Щ��������ڼӟ����ϽY��ӲƤ�o���ܕ��p�ļӟ����o߀��ʹ�ú͇����ܵ������o�o�g��������y�������ҺPHֵ�^�ߩo�g��Һ�еİ��^ͩo���x�����ጷŵ����֮�Щo���h����Ⱦ�����f�o��Һ��PHֵ����Ҳ��������g�ij̶ȩo�^��Ӱ��g�̵ľ��ȡ�
�Ȼ��@������Ӱ�
ͨ�^�g�������Ļ��W�������Կ����s�zCu(NH3)2�{1+��������Ҫ���^����NH3��NH4CL���ڡ������Һ��ȱ��NH4CL,��ʹ�����ĩzCu(NH3)2�{1+�ò��������o�g�����ʾ͕����ͩo����ʧȥ�g�����������ԩo�Ȼ��@�ĺ������g������Ӱ푺ܴ��S���g�̵��M�ЩoҪ�����a���Ȼ��@�����ǩo��Һ��CL�����^�ߕ������g�ӱ����g��һ���g��Һ��NH4CL��������150g/L���ҡ�
�ضȵ�Ӱ�
�g�������c�ض������ܴ���Pϵ, �g�����ʕ��S���ض����߶��ӿ�o�g��Һ�ضȵ���40��o�g�����ʕ������o���g�������^���t��������g���oӰ��g���|����
���ضȸ���60��o�g�����ʕ����@������,��NH3�ē]�l��Ҳ�������өo���h����Ⱦ��ʹ�g��Һ�л��W�M�ݱ���ʧ�{����һ�㑪������45��~55����ˡ�
�g��Һ���{��
�Ԅӿ����{��
�S���g�̵��M��, �g��Һ���~�ĺ����������өo��������u���ߡ����g��Һ���~����_��һ���ĸ߶ȕr��Ҫ���r�{�������Ԅӿ����a���b���Щo�����ñ��ؿ������������g��Һ�ı��ء����������ߕr�o���Ԅ��ŷų���Һ�o�������µ��a��Һ�oʹ�g��Һ�ı����{�������S�ķ������a��ҺҪ�������ƺò������a��Ͱ�ȩoʹ�a��Ͱ��Һ�汣����һ���ĸ߶ȡ�
�g���^���г�Ҋ�Ć��}
�g�����ʽ���
�g�����ʽ����c�S���������P,����Ҫ�z���g�̗l��(����s�ضȡ����܉�������Һ���ء�PHֵ���Ȼ��@�ĺ�����)�oʹ���_���m�˵ķ�����
�g����Һ�г��F���
�����ڰ��ĺ����^��(PHֵ����)�o��ˮϡ���Һ��ԭ����ɵ�(����:��sϵ�y©ˮ��)����Һ�����^��Ҳ����������
���g僌ӱ����g
�������g��ҺPHֵ�^�ͻ�CL�����^������ɵġ�
�~�ı���l��,�g�̲��ӡ�
�g��Һ��NH4CL�ĺ����^������ɵġ�
